
Imprimindo suporte em Impressão 3D
Suporte é o material gerado para sustentar uma parte da peça que seria impressa no ar ou que tem inclinação grande (overhang).
Muitos preferem nem tentar imprimir peças que precisam de suporte com medo de sucessivas tentativas sem sucesso.
Gerando suportes automaticamente para impressão 3d
Com o fatiador simplify 3d , por exemplo, você pode fazer vários ajustes importantes para ter sucesso. No software fatiador você pode gerar manualmente os suportes ou deixar que o sistema os gere no modo automático. Você deve habilitar a opção “Generate Support” no Simplify3d ou “Generate support material” no Slic3r para que o programa acione o algoritmo de geração dos suportes.

De qualquer forma, com o Simplify3D, também é possível auxiliar o algorítimo com a inserção manual. Os softwares não são perfeitos e podem precisar de nossa ajuda. Você pode colocar no modo automático e avaliar onde foram inseridos e retirar um a um selecionando com mouse o que deseja retirar e selecionando o botão “remove existing supports” e adicionando manualmente os que não foram criados.
Nunca comece a imprimir peças que exijam suportes sem antes avaliar como e onde eles foram gerados pelo sotware. Lembre-se que planejar no software irá evitar erros, falhas além de economia de tempo e filamento com este problemas.
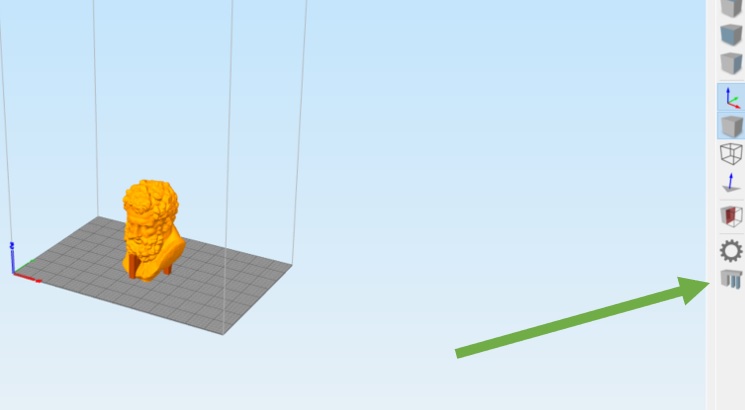
Trabalhando com o Simplify3D, no canto direito o ícone mais baixo é específico apenas para suporte. Você tem opção de definir a largura desse suporte em “support pillar resolution”. Quanto mais largo, menor a chance dele se perder e quebrar no meio do caminho, mas também maior o consumo de filamento, que irá para o lixo após o seu destacamento.
Sugerimos que para áreas suspensas, maiores que 100mm, sejam usados suportes com largura mínima de 12,00 mm. O max overhang angle é o parâmetro que irá avaliar inclinações superiores ao valor setado e gerar automaticamente os suportes. O valor padrão default é de 60 graus, mas caso você saiba imprimir bem com filamento a ser utilizado acima de 70º, troque o valor e avalie os suportes gerados pelo simplify. Você pode fazer testes de overhang com seus filamentos, verifique como fazer isto em nosso blogpost “O que é Overhang? – Imprimindo Peças no ar“.

Inspeção visual de suportes gerados automaticamente
O importante é verificar se o suportes gerados automaticamente ficaram bem posicionados, nos locais corretos e se está dimensionado em quantidade e tamanho para a peça que virá acima dele, pois as vezes o software pode fazer a inserção de material onde não deve e deixa de colocar onde seria importante ter. Tome um especial cuidado em peças mais delicadas e que tenham muitos detalhes.
Para adicionar manualmente os suporte quando o software não define os pontos corretos e necessários, a dica fica em girar a peça na visualização, a observando por baixo, facilitando a inserção manual.
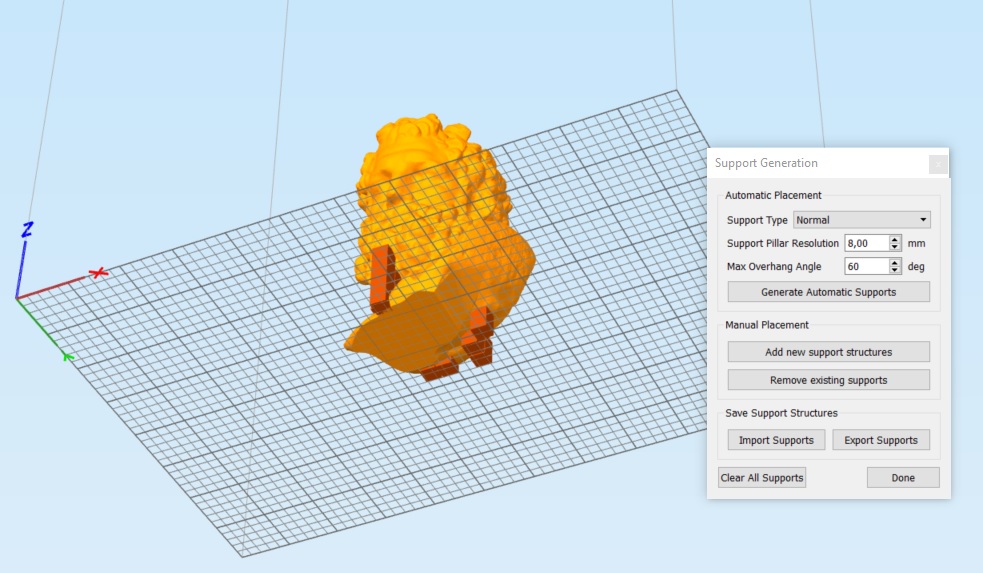
Inserindo estruturas de suporte manualmente
Escolha a largura que suporte será usado e selecione o botão “add new supporte structures”. Você perceberá que por onde o mouse passar ele fará a sombra do suporte que será gerado no momento que o mouse for clicado. Para cada click com esta opção marcada será gerado um novo suporte. É comum você ter de adicionar mais de um suporte e com mais de uma largura. Também é comum você adicionar o suporte e depois verificar que não ficou bem posicionado ou fora do tamanho correto. Faça um análise criteriosa antes de fatiar e imprimir.
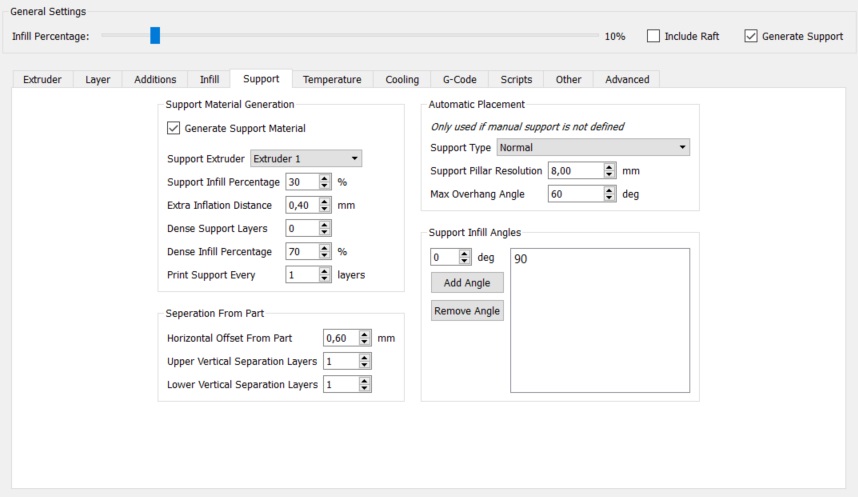
Geração de suportes automáticos – configurações extras
Na aba “support” ainda são possíveis mais algumas configurações. O suporte não deve ter estrutura muito densa para facilitar a retirada, mas também se for muito frágil não ficará estruturada para receber a peça ou quando for usado não servirá de suporte à peça. Para alterar esta característica use o parâmetro “dense infill porcentage”. Recomendamos o valor de 70%, mas é comum dependendo do tamanho desse suporte ter que aumentar o valor mesmo que fique um pouco mais difícil para destacar o suporte.
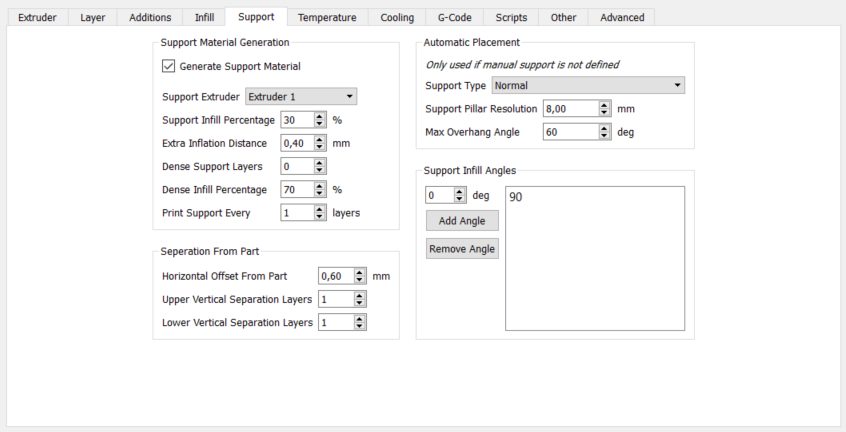
Os demais parâmetros devem ficar com valor default. Recomendamos nunca alterar do valor 1 do parâmetro “print support every”. Se você aumentar esse valor o suporte irá alternar no valor do número de camadas e chance do mesmo não suportar a peça é grande. No Cura e Slic3r estes parâmetros são mais limitados e funcionam de forma semelhante.
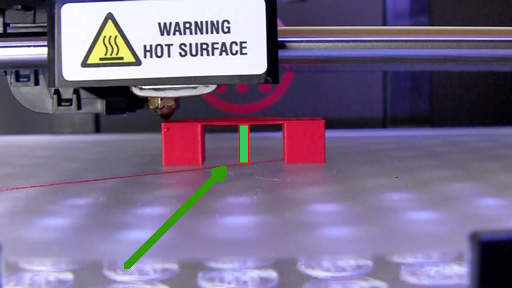
Ponte ou bridge
Os termoplásticos podem fazer pontes sem a necessidade de suportes, mas podem exigir uma pequena ajuda no meio do caminho, então avalie a possibilidade de inserir uma base ou pilar manual. Isto poderá mitigar a necessidade de uso de suportes, agilizando sua impressão e gasto com materiais.
Meshmixer
Outra opção bastante interessante para geração de suportes automáticos e manuais é o Meshmixer. Este software possui diversos recursos interessantes para alterar suas peças. Um destes recursos é o de suportes que ficam em “Analisys”. Selecione o recurso “Overhang” e então o programa fará uma primeira avaliação de locais críticos.

Faça as devidas configurações, como modificar o “Angle Thresh” que define o ângulo crítico. E mande gerar os suportes em “Generate Support”. Se ficou uma boa impressão, continue!
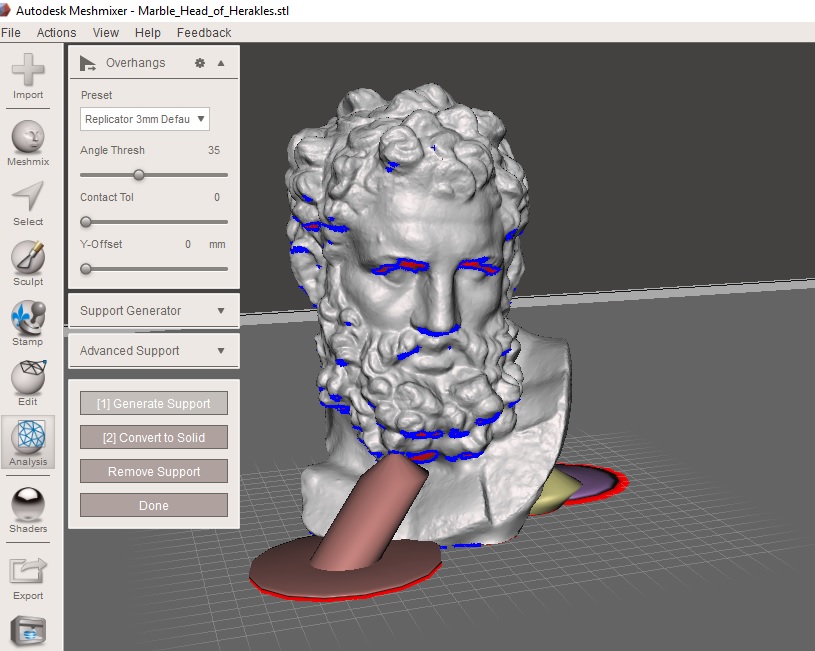
Note que você pode também adicionar suportes manualmente fazendo o uso do mouse (segure a tecla shift do seu teclado, pressione o mouse no ponto que quer adicionar o suporte e puxe até onde será a base). E para remover um suporte basta segurar a tecla “Ctrl” e clicar no desejado.

Assim que forem gerados os seus suportes, não deixe de unificar sua peça, usando o recurso “Convert to solid”. Se você estiver trabalhando com suportes impressos em HIPS ou PVA para serem dissolvidos em processo posterior, você pode ainda salvar os suportes como um segundo objeto e depois exportar o arquivo como .obj ou .3mf. É importante salientar que você deve configurar a escala de sua peça antes de inserir os suportes. A impressão não ficará correta se você alterar a escala posteriormente do objeto com as suportes pois os suportes também serão redimensionados.
HIPS e PVA solventes para Suportes
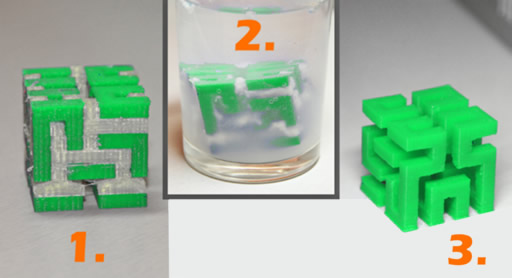
Se a sua impressora tem duplo extrusor (dupla extrusora) você pode usar o filamento HIPS. Esse filamento trabalhará construindo os suportes no segundo bico, enquanto no primeiro bico você poderá trabalhar com PLA, ABS, PETG XT, Tritan HT ou outro filamento. O HIPS (Poliestireno de Alto Impacto) adere a mesa com temperaturas acima de 70ºC, o que possibilita esta varição de uso com qualquer um dos nossos filamentos.
As configurações do fatiador para o filamento HIPS são semelhantes ao ABS, com a diferença apenas da temperatura de extrusão, que será próximo aos 230 graus.
No setup do fatiador, uma mudança muito bem-vinda é poder colocar a densidade do suporte em 100%.
Em impressoras com apenas um extrusor você tem que fazer o suporte frágil para facilitar o destacamento ao final da impressão, já com o uso do HIPS você não terá essa preocupação, pois não terá trabalho para retirar o suporte, o solvente que irá fazer esse trabalho.
Quantidade de solvente
Após a impressão, basta colocar a peça inteira em contato com o D-limoneno. Mergulhe-a em uma boa quantidade de Dlimoneno e deixe até perceber que todo o material do suporte esteja dissolvido.
O Dlimoneno tem uma capacidade de dissolução limida, então avalie se a quantidade colocada do solvente é suficiente para absorver todo o suporte a ser retirado.
Tempo para dissolução
O tempo para a dissolução vai depender da quantidade de suporte utilizada na peça. Peças com pouco suporte em poucas horas já esterão sem os suporte e peças grandes podem levar 2 a 3 dias.
O HIPS é solúvel em Dlimnoneno e se disolverá sem a necessidade de ficar destacando. O Dlimonneo não agridirá o outro material que permanecerá intacto. Essa é uma alternativa bem simples e prática de se trabalhar em peças que necessitam de suportes.
HIPS para geração de peças impressas
O HIPS é normalmente usado como material de suporte, mas também gera peças de altíssima qualidade e resistência mecânica.
Origem e uso do D-limoneno
O Dlimoneno é um solvente cítrico fabricado a base da casca de laranja e limão. Esse produto além de ser utilizado para remoção de suportes construídos com HIPS na impressora 3d também são utilizados por exemplo em tintas, na fabricação de adesivos, industria farmacêutica e alimentícia para dar aroma e sabor.
Na agricultura é usado como inseticida e repelente natural misturando junto a outros defensivos. Tem excelente ação contra ectoparasitos de animais domésticos, como pulga, piolhos, ácaros e carrapatos. Eles também são ativos contra pulgões, ácaros, formiga lava-pé, mosca doméstica, marimbondos e grilos.
Conhecimento e experiência
Pode ser que você precise fazer diversos testes para entender melhor sobre o posicionamento dos suportes, e cada peça possui geometrias distintas e exigirá um posicionamento diferente. Não esqueça também que cada polímero se comporta de uma maneira, alguns podem suportar um ângulo crítico maior que o outro, outros trabalham melhor com o bridge ou ponte. Ah, a densidade do material também interfere em suas aplicações. Este conhecimento será gerado com o tempo e experiência, então mãos à obra! Boa impressão 3D para você!
