
O que é Overhang? – Imprimindo peças no ar

Overhang, resumidamente, é o efeito que ocorre quando uma nova camada de material é parcialmente suportada pela camada anterior.
Como você já deve saber, impressoras FDM (impressão por fundição de material) tem limitações e uma delas, sem dúvida é imprimir peças que tenham ângulos superiores a 60º graus de inclinação. Pense, como temos a ação da força da gravidade atuando para baixo, precisamos de sustentação das camadas para as camadas superiores, exceto em poucas ocasiões, como o bridge.
Qual é o limite de overhang?
Dependendo da geometria e qualidade que se deseja alcançar, você pode ir além dos 60º graus, já que acima disso a peça geralmente ficará com o aspecto enrugado, mas é recomendado limitar-se aos 60º graus.
Como imprimir belas peças 3D com Overhang?
Você com certeza já precisou e irá precisar imprimir uma peça que tenha uma parte com inclinação forte. Vamos imprimir sem suportes! Então seguem algumas dicas.
Você deverá configurar o fatiador, como Simplify3D, Cura, Slic3r, ou outro para cada tipo de filamento. O filamento para impressora 3D é fabricado a partir de diversos tipos de termoplásticos e cada um tem aplicações e formas de trabalho distintas, por exemplo ABS, PLA, PEG XT, Tritan HT e TPU Flex. É importante salientar que configurar um fatiador não é apenas ajustar temperatura de bico e mesa recomendadas pela 3D Fila. Existem ainda alguns outros parâmetros a serem trabalhados além de temperaturas. Cada tipo de termoplástico tem suas características. Alguns precisam de ventilação forçada, já outros, em impressoras abertas, qualquer ventilação pode atrapalhar.
Primeiro ajuste – Teste da torre de temperatura
Para acertar o overhang, o primeiro teste a ser feito deverá ser o da torre de temperatura. Se você já consegue boas impressões e o problema é apenas overhang, passe para o segundo ajuste. Existem diversas peças para este teste disponíveis em sites de compartilhamentos de arquivos stl, como MyMiniFactory e Thingiverse. Uma proposta interessante é a segunda versão do Quirxi que inclui também o teste de bridge (neste link https://www.thingiverse.com/thing:2615842). Note que não basta apenas imprimir, siga as instruções fornecidas pelo autor da peça.

O primeiro objetivo deste teste é analisar o ponto ideal de derretimento (melt) do plástico para sua impressora. É comum com a popularização das impressoras que tenhamos termistores ou termopares que não estejam bem aferidos e assim indicando valores incorretos para o sistema. Isto ajudará a você encontrar a melhor temperatura para o seu bico (mesmo que ela não seja a temperatura real). Neste teste você também poderá avaliar se a ventilação forçada está adequada e se ela é realmente necessária ou deve ser desativada. PLA e PETG XT nunca apresentarão o melhor resultado de impressão 3d se a ventilação forçada não for bem distribuída e bom fluxo de vento. Se a sua impressora foi montada e não possui uma ventoinha que direcione ventilação para a peça avalie se existe um upgrade disponível para instalação.
Veja abaixo alguns modelos de dutos que podem ser instalados. https://www.thingiverse.com/thing:1954001
https://www.thingiverse.com/thing:356001
https://www.thingiverse.com/thing:839620
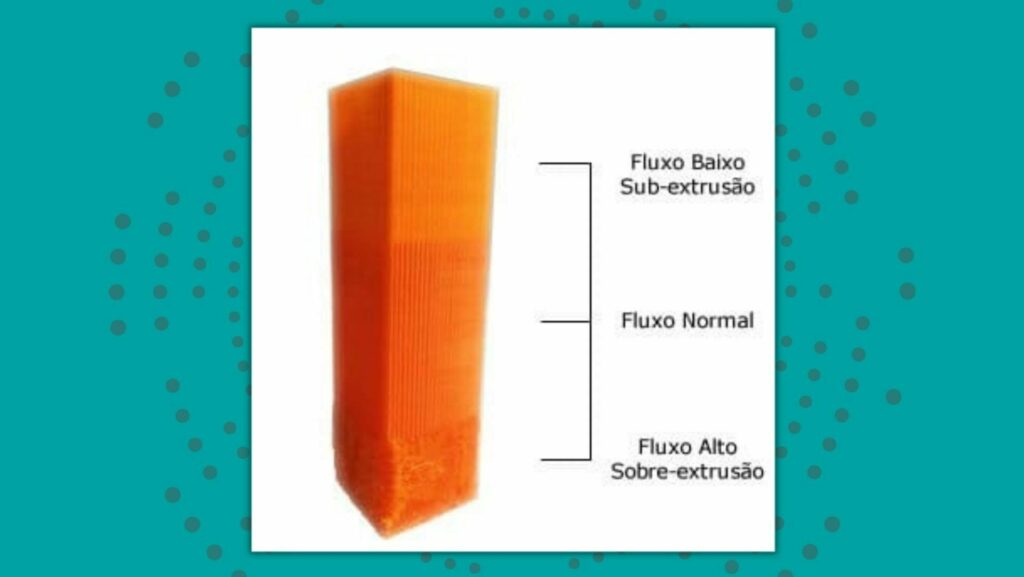
Neste teste ainda deverá ser avaliado o fluxo (No Simplify e Slic3r: Extruder Multiplier – No Cura: Flow). Cada polímero tem um fator ideal.
Se o fluxo estiver alto
Se você estiver com fluxo alto, haverá sobra de plástico e será possível ver a presença de “blobs”, que são aqueles carocinhos na parede externa da peça. Este efeito fica ainda em maior evidência quando ocorre a elevação do eixo Z. Você também poderá observar o bico raspando nas sobras de material, podendo até descolar a peça da mesa. Ajuste corretamente este ponto para cada polímero.
Valores de referência para Fluxo
- ABS e Tritan HT: 0,95 no Simplify3D / Slic3R e 95% no Cura;
- PLA e PETG XT: 0,90 no Simplify3D / Slic3R e 90% no Cura.
Se o fluxo estiver baixo
Se o fluxo estiver baixo, poderá ocorrer a sub-extrusão, e consequente falha entre camadas. Provavelmente, a peça ficará frágil e poderá quebrar com facilidade (aperte a peça e verifique).
Segundo ajuste – Overhang
Quando você já estiver imprimindo boas peças com baixa inclinação, poderá agora seguir com estas novas recomendações:
PLA e PETG XT
Se a sua impressora é fechada, não deixe de abrir as portas ao imprimir PLA ou PETG XT. Sua peça precisa de ventilação para que o resfriamento das camadas anteriores se solidifiquem e finalize a fusão corretamente. Se a impressora estiver fechada, a ventilação forçada será de um ar mais quente que já está dentro do ambiente e não ajudará no resfriamento, se estiver aberta um ar mais frio fará contato com a peça. Para estes materiais, geralmente quanto mais vento melhor, então comece o teste colocando sua ventilação no máximo (após a primeira camada) e avalie o resultado.
ABS Premium +
Vamos desmistificar agora o ABS na Impressão 3D. Você com certeza já ouviu falar que o ABS sofre com o empenamento ou contração (warping) por conta de ventilação ou variação brusca de temperatura. E isto é verdade em partes.
Impressoras 3D Fechadas
Se sua impressora é fechada, e não estamos falando aqui de adaptações improvisadas para evitar passagem de ventilação, ela ficará aquecida internamente (aproximadamente 55ºC), então pode ser que a ativação de uma leve ventilação melhore os efeitos de overhang. Você provavelmente terá um overhang melhorado se colocar um leve “sopro”, ajudando a camada debaixo a endurecer mais rápido. Normalmente usamos como referência um Cooling de 50% a partir da segunda camada, mas este valor dependerá da potência de sua ventoinha e geometria da peça.
Impressoras 3D Abertas
Caso sua impressora seja aberta, soprar pode realmente contribuir para o descolamento entre camadas ou até mesmo da mesa. Lembre-se de que o material precisa de calor e tempo para que as fusões ocorram com sucesso e cada termoplástico possui seu coeficiente de contração.
Velocidade
Neste momento você também deve avaliar a melhor velocidade de impressão. Reduzir a velocidade poderá trazer um resultado melhor, mas o ponto ideal de temperatura de fusão também deverá ser avaliado, já que o filamento irá residir mais tempo no hotend, precisando diminuir esta temperatura.
Finalizando
Se você já ficou impressionado com peças impressas com filamentos 3D Fila que algumas pessoas compartilham em grupos, fóruns, redes sociais, saiba que você pode fazer o mesmo independe de qual impressora você adquiriu. Basta um pouquinho de paciência e o mais importante nestes testes, é sem dúvida o poder de observação dos resultados. Faça uma alteração de um parâmetro por vez para certificar o que acontece com cada mudança. Com certeza, após estes ajustes, suas peças terão outro acabamento, evitando o uso de suporte em vários casos e ainda o desperdício de filamento. Boa impressão 3D para você!
Veja abaixo um exemplo bacana do T-Rex impresso com o ABS Premium + Preto Sépia:
